ボルト製品
ソケットスクリュー
「見えないところにも品質のレベルアップを!」
キーワードは…「不純物・浸リン・遅れ破壊・ミクロ組織」
【化学成分】
M20以下の鋼製六角穴付きボルトの素材は、基本的に大同特殊鋼で溶解したSCM435を使用しています。(M20を超えるサイズについてはSCM440などを使用しています) 素材に含まれる不純物(P:リン、S:硫黄)について協定により、極力低くおさえたものを選定して使用しています。その他、種々の協定事項により、信頼性の高い素材を使用しています。
【素材皮膜】
1995年4月以降、社内使用の素材皮膜は「浸リン対策」をして、浸リンの要因であるリン酸塩皮膜は使用していません。
○浸リン:皮膜に含まれるリンが熱処理で鋼の組織に浸入し、リン濃化層を形成することを言います。リン濃化層は、高強度ボルトに破壊の一種である「遅れ破壊」の要因になると言われています。
○遅れ破壊:高強度ボルトに発生する破壊の一種です。
六角穴付きボルトの最もポピュラーな強度区分12.9には、リン濃化層があってはならないとされています。従って強度区分12.9の六角穴付きボルトの素材皮膜には、リン酸塩皮膜は使用できないことになります。
【ステンレス素材のミクロ組織】
ステンレス素材の成分は規格値を満足していても、不適切な固溶化熱処理がされると耐食性が低下します。素材のミクロ組織についても、素材メーカーと協定しており、安定した内質を保証しています。また、成分についても耐食性に悪影響を及ぼす成分(C.Si.Mn.P.S)は規格内で低く、耐食性を向上させる成分(Niなど)は規格内で高くしたものを選定しています。
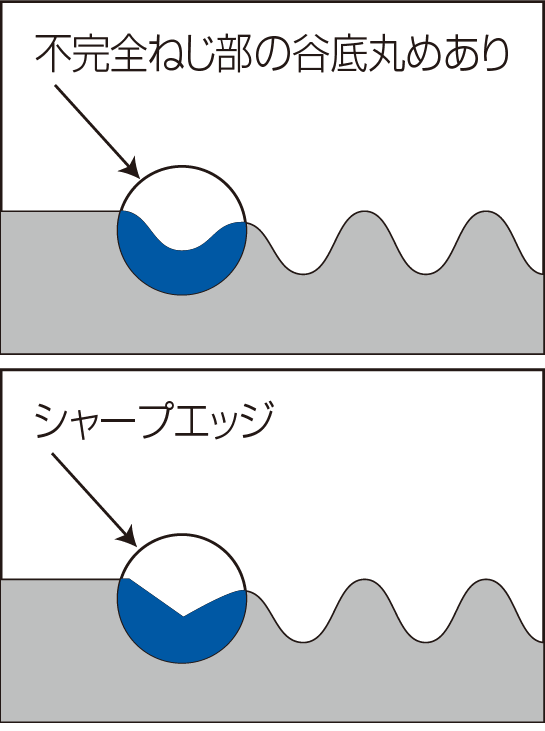
【ねじ山形状(合金鋼製・ステンレス鋼製共通)】
焼戻し炉内で⽣成される濃い⻘⾊の酸化鉄⽪膜で「テンパーカラー」
と⾔われます。素地との密着性が強いのが特⻑です。
●当社の形状
【熱処理と表面皮膜】
○前洗浄
○焼入・焼戻
【表面皮膜】
焼戻し炉内で生成される濃い青色の酸化鉄皮膜で「テンパーカラー」と言われます。素地との密着性が強いのが特長です。
【機械的性質】
六角穴付きボルトの機械的性質を示します。これ以外の強度区分にも対応可能です。
鋼製ボルト(適用規格:JISB1051)
|
呼び系
|
強度区分
|
引張強さ(最小)
N/mm2(kgf/mm2) |
耐力(最小)
N/mm2(kgf/mm2) |
硬さ
|
|---|---|---|---|---|
| M20以下 |
12.9
|
1,220(124)
|
1,110(112)
|
39~44
|
| M22~M42 |
10.9
|
1,040(106)
|
940(95.6)
|
32~39
|
注1)ボルトに電気メッキを施す場合は、強度区分10.9を使用してください。
注2)M42を超えるサイズにも対応可能です。
右にスクロール
耐食ステンレスボルト(適用規格:JISB1054)
右にスクロール
|
呼び系
|
鋼種
|
鋼種区分
|
性状区分
|
代表鋼種
|
引張強さ(最小)
N/mm2 (kgf/mm2) |
耐力(最小)
N/mm2 (kgf/mm2) |
伸び
(最小) (mm) |
|---|---|---|---|---|---|---|---|
| M20以下 |
オーステ
ナイト系 |
A2
|
70
|
SUSXM7
|
700(71.4)
|
450(45.9)
|
0.4d
|
| M22~M42 |
50
|
SUS304
|
500(51.0)
|
210(21.4)
|
0.6d
|
注1)M42を超えるサイズにも対応可能です。
右にスクロール
右にスクロール
| ねじの呼び(d) | M1.6 | M2 | M2.5 | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
ピッチ
(P) |
並目 | 0.35 | 0.4 | 0.45 | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| 細目 | 0.2 | 0.25 | 0.35 | 0.35 | 0.5 | 0.5 | 0.75 | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | |
|
b
|
参考 1) | 15 | 16 | 17 | 18 | 20 | 22 | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 |
|
dk
|
最大 (基準寸法) 2) |
3 | 3.8 | 4.5 | 5.5 | 7 | 8.5 | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 |
| 最大 3) | 3.14 | 3.98 | 4.68 | 5.68 | 7.22 | 8.72 | 10.22 | 13.27 | 16.27 | 18.27 | 21.33 | 24.33 | 27.33 | 30.33 | |
| 最小 | 2.86 | 3.62 | 4.32 | 5.32 | 6.78 | 8.28 | 9.78 | 12.73 | 15.73 | 17.73 | 20.67 | 23.67 | 26.67 | 29.67 | |
|
da
|
最大 | 2 | 2.6 | 3.1 | 3.6 | 4.7 | 5.7 | 6.8 | 9.2 | 11.2 | 13.7 | 15.7 | 17.7 | 20.2 | 22.4 |
|
ds
|
最大(基準寸法) | 1.6 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| 最小 | 1.46 | 1.86 | 2.36 | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | |
|
e
|
最小 | 1.73 | 1.73 | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 13.72 | 16 | 16 | 19.44 |
|
k
|
最大(基準寸法) | 1.6 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| 最小 | 1.46 | 1.86 | 2.36 | 2.86 | 3.82 | 4.82 | 5.7 | 7.64 | 9.64 | 11.57 | 13.57 | 15.57 | 17.57 | 19.48 | |
|
r
|
最小 | 0.1 | 0.1 | 0.1 | 0.1 | 0.2 | 0.2 | 0.25 | 0.4 | 0.4 | 0.6 | 0.6 | 0.6 | 0.6 | 0.8 |
|
s
|
呼び(基準寸法) | 1.5 | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 17 |
| 最大 | 1.56 | 1.56 | 2.06 | 2.58 | 3.08 | 4.095 | 5.14 | 6.14 | 8.175 | 10.175 | 12.212 | 14.212 | 14.212 | 17.23 | |
|
t
|
最小 | 0.7 | 1 | 1.1 | 1.3 | 2 | 2.5 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
v
|
最大 | 0.16 | 0.2 | 0.25 | 0.3 | 0.4 | 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.4 | 1.6 | 1.8 | 2 |
|
dw
|
最小 | 2.72 | 3.48 | 4.18 | 5.07 | 6.53 | 8.03 | 9.38 | 12.33 | 15.33 | 17.23 | 20.17 | 23.17 | 25.87 | 28.87 |
|
w
|
最小 | 0.55 | 0.55 | 0.85 | 1.15 | 1.4 | 1.9 | 2.3 | 3.3 | 4 | 4.8 | 5.8 | 6.8 | 7.7 | 8.6 |
|
全ねじの範囲(1≧右記)
|
16 | 16 | 20 | 20 | 25 | 25 | 30 | 35 | 40 | 50 | 55 | 60 | 60 | 75 | |
右にスクロール
右にスクロール
| ねじの呼び(d) | M22 | M24 | M27 | M30 | M33 | M36 | M39 | M42 | M45 | M48 | M52 | M56 | M64 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
ピッチ
(P) |
並目 | 2.5 | 3 | 3 | 3.5 | 3.5 | 4 | 4 | 4.5 | 4.5 | 5 | 5 | 5.5 | 6 |
| 細目 | 1.5 | 2 | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 3 | 4 | 4 | |
|
b
|
参考 1) | 56 | 60 | 66 | 72 | 78 | 84 | 90 | 96 | 102 | 108 | 116 | 124 | 140 |
|
dk
|
最大 (基準寸法) 2) |
33 | 36 | 40 | 45 | 50 | 54 | 58 | 63 | 68 | 72 | 78 | 84 | 96 |
| 最大 3) | 33.39 | 36.39 | 40.39 | 45.39 | 50.39 | 54.46 | 58.46 | 63.46 | 68.46 | 72.46 | 78.46 | 84.54 | 96.54 | |
| 最小 | 32.61 | 35.61 | 39.61 | 44.61 | 49.61 | 53.54 | 57.54 | 62.54 | 67.54 | 71.54 | 77.54 | 83.46 | 95.46 | |
|
da
|
最大 | 24.4 | 26.4 | 30.4 | 33.4 | 36.4 | 39.4 | 42.4 | 45.6 | 48.6 | 52.6 | 56.6 | 63 | 71 |
|
ds
|
最大 (基準寸法) |
22 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 | 48 | 52 | 56 | 64 |
| 最小 | 21.67 | 23.67 | 26.67 | 29.67 | 32.61 | 35.61 | 38.61 | 41.61 | 44.61 | 47.61 | 51.54 | 55.54 | 63.54 | |
|
e
|
最小 | 19.44 | 21.73 | 21.73 | 25.15 | 27.43 | 30.85 | 30.85 | 36.57 | 36.57 | 41.13 | 41.13 | 46.83 | 52.53 |
|
k
|
最大(基準寸法) | 22 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 | 48 | 52 | 56 | 64 |
| 最小 | 21.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 38.38 | 41.38 | 44.38 | 47.38 | 51.26 | 55.26 | 63.26 | |
|
r
|
最小 | 0.8 | 0.8 | 1 | 1 | 1 | 1 | 1 | 1.2 | 1.2 | 1.6 | 1.6 | 2 | 2 |
|
s
|
呼び(基準寸法) | 17 | 19 | 19 | 22 | 24 | 27 | 27 | 32 | 32 | 36 | 36 | 41 | 46 |
| 最大 | 17.23 | 19.275 | 19.275 | 22.275 | 24.275 | 27.275 | 27.275 | 32.33 | 32.33 | 36.33 | 36.33 | 41.33 | 46.33 | |
|
t
|
最小 | 11 | 12 | 13.5 | 15.5 | 16.5 | 19 | 20 | 21 | 23 | 24 | 26 | 34 | 38 |
|
v
|
最大 | 2.2 | 2.4 | 2.7 | 3 | 3.3 | 3.6 | 3.9 | 4.2 | 4.5 | 4.8 | 5.2 | 5.6 | 6.4 |
|
dw
|
最小 | 31.81 | 34.81 | 38.61 | 43.61 | 48.61 | 52.54 | 56.34 | 61.34 | 66.34 | 70.34 | 76.34 | 82.26 | 94.26 |
|
w
|
最小 | 9.5 | 10.4 | 12.1 | 13.1 | 15 | 15.3 | 17.2 | 19.2 | 20 | 21.8 | 23.5 | 19 | 22 |
| 全ねじの範囲(1≧右記) | 75 | 85 | 85 | 100 | 90 | 110 | 110 | 110 | 120 | 130 | 140 | 170 | 190 | |
この表はJISに無いサイズについても表記しています。
右にスクロール
又、全ねじの範囲を規定しており表の下欄に示した。
注2)ローレットを付けない場合の最大
注3)ローレットを付けた場合の最大(指定の無い限りローレットを付ける)
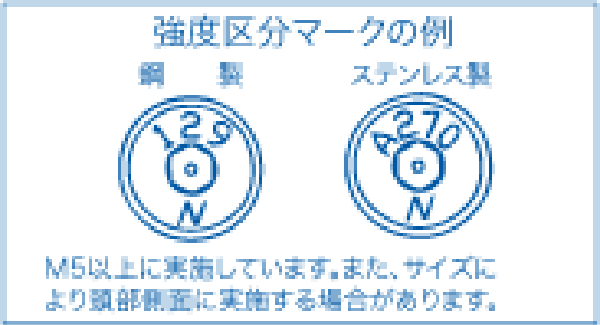
注4)M5以上には頭部上面または側面に、強度区分、メーカーの識別マークを刻印する。
注5)ねじ精度、強度区分10.9及びステンレスボルト:6g、強度区分12.9:5g 6g